DAS TILSITER-KÄSEFORMAT IST RUND
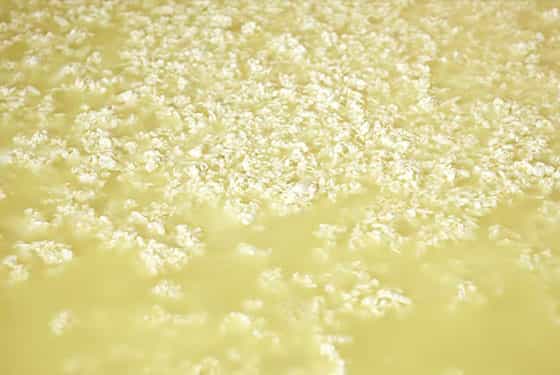
Wenn das Käsekorn genügend Griff hat, wird die Masse in die Tilsiter-Formen abgefüllt. In einigen Käsereien wird zuerst der Käsekuchen in der Wanne gepresst, geschnitten und dann ebenfalls in die Formen abgefüllt und etwa 40 Minuten lang gepresst. Auch hier ist der richtige Temperaturverlauf entscheidend, damit die Qualität des Käses stimmt.
Der original Tilsiter hat eine runde Form von ca. 25 cm Durchmesser. Der Käse ist dabei ca. 8 cm hoch. Somit ergibt sich ein Gewicht von ca. 4,3 kg pro Laib Tilsiter. Der eigentliche Pressvorgang wird mehrmals unterbrochen, der Käse dabei gewendet und danach erneut gepresst. Das ist wichtig, damit sich die Molke des Käses gleichmässig verteilt und sich später die Löcher im Käse regelmässig bilden können.